Categories
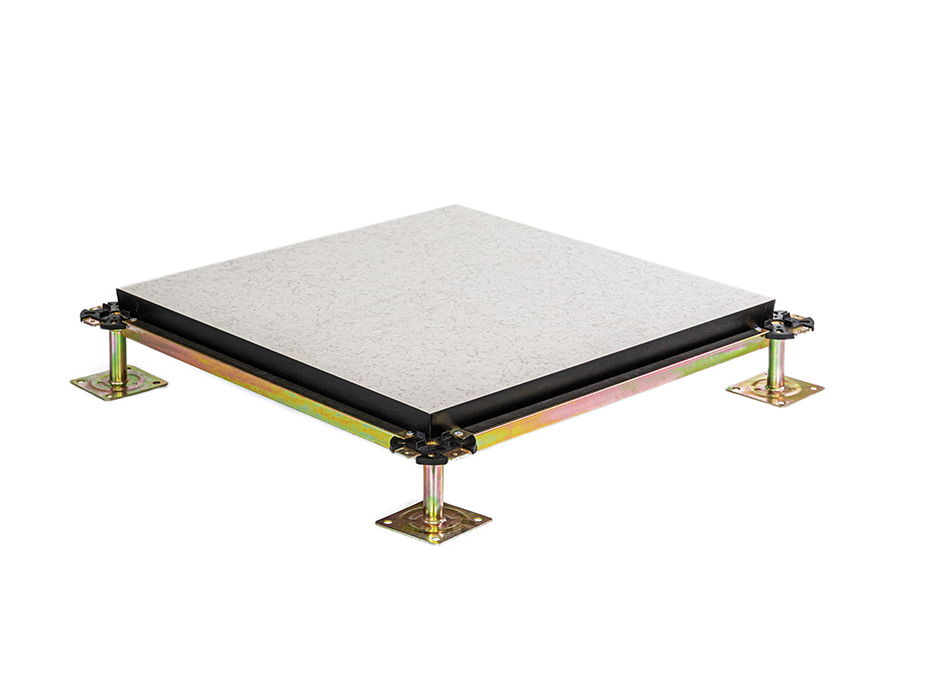


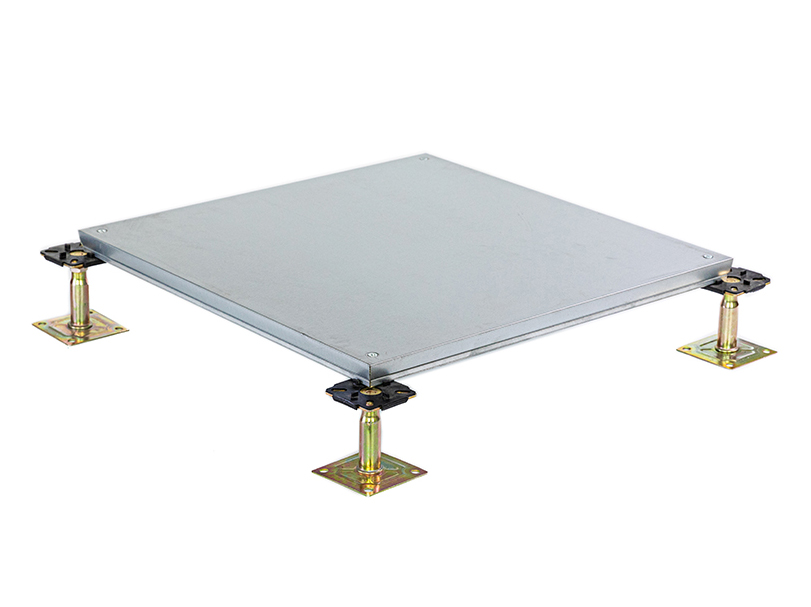
As a specialist raised access flooring company, our Calcium Sulphate Raised Access Floor systems provide fantastic functionality and are highly sustainable. The raised floor panels are manufactured with recycled calcium sulphate core, that is encapsulated with a heavy-duty ABS edge and a galvanized steel bottom plate. This design ensures waterproof, anti-corrosion and A-class fire-proof and has good stiffness, load-bearing capacity, and insulation. It also provides better ESD(electrostatic discharge) control for sensitive environments.
Unlike wood core systems, our calcium sulphate raised floor is fully enclosed and highly resistant to humidity and temperature fluctuations, preventing common issues such as expansion or delamination. These properties make it an ideal option for those seeking a high quality raised floor that performs consistently in demanding environments.
Our raised floor panels are engineered for use in modern offices, data centers, clean rooms, and laboratories where environmental control is crucial. As a dedicated raised access flooring company, we maintain strict quality control at every stage—from material sourcing to production—ensuring that every Calcium Sulphate Raised Access Floor we deliver meets the highest standards.
Combining durability, sustainability, and performance, our calcium sulphate access flooring provides an optimal response to your project requirements. Allow us to build you a space that will withstand the test of time!
 CopyRight © 2026 - Changzhou Huateng Access Floor Co., LTDAll rights reserved
CopyRight © 2026 - Changzhou Huateng Access Floor Co., LTDAll rights reserved
