


What Are the Different Types of Raised Floors and Their Unique Benefits
The development of raised floor in the spheres of modern architecture has been experienced through a long way. With the increasing progress of science and technology, as well as the diversification of building requirements, the number of the raised floor forms is also in constant growth. This does not only offer the diverse alternative with different types of buildings, but also meets the special with different scenarios. Well, first, let’s think about why raised flooring is used, and then we can explore the different types. What are their unique advantages?
Why Raised Floor Selection Matters
The wrong raised floor types could cost you thousands in retrofitting, downtime. With over 15 years serving 2,000+ projects globally, we’ve learned just how much a right-sized floor solution affects everything from equipment life to long-term maintenance costs.
Find Your Perfect Match
Budget-conscious offices: OA Floor
Electronics/IT environments: Antistatic Raised Access Floor
Premium aesthetics required: Woodcore Raised Floor
Heavy equipment applications: Calcium Sulphate Raised Flooring
Cleanrooms/high-tech facilities: Aluminum Raised Floor
Detailed Analysis: 5 Essential Raised Floor Types
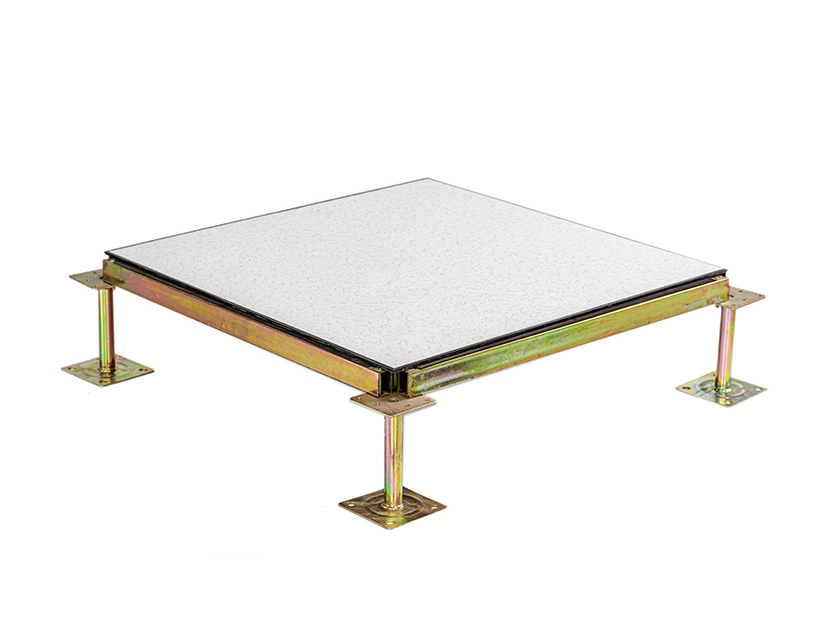
1. OA Floor (Office Automation Floor) Budget-Friendly
The OA floor systems are the most economical option used in any standard office space condition with basic functionality and quick installation benefits.
✅ Advantages
Most cost-effective solution
Fast installation (500 sq ft/day)
Basic anti-static protection
Easy cable management access
⚠️ Limitations
Load capacity: max 100 lbs/sq ft
Limited durability (5-8 years)
Basic fire resistance only
Minimal moisture protection
Best Applications: General offices, retail spaces, light commercial buildings
Value Proposition: Delivers substantial cost savings, while providing essential functionality all the critical features of a standard office product.

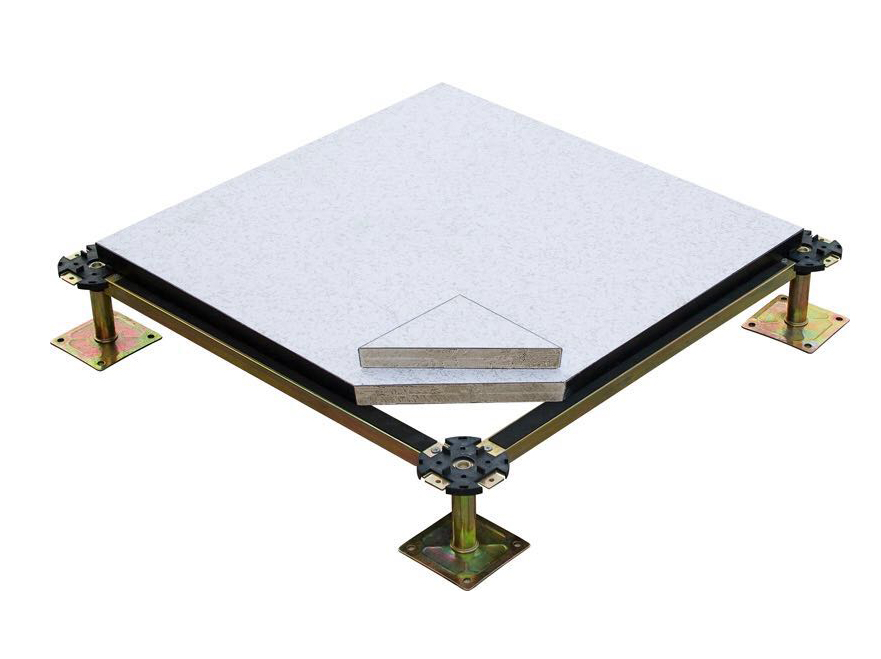
2. Antistatic Raised Access Floor Mid-Range
Designed especially for electronic environments, antistatic Access Floor systems offer the optimal static conductive solution with high performance.
✅ Advantages
Excellent ESD protection (10⁶-10⁹ ohms)
Higher load capacity: 150 lbs/sq ft
Proven 10-15 year lifespan
Meets ANSI/ESD standards
⚠️ Limitations
Higher investment required
Requires skilled installation
Periodic conductivity testing needed
Limited aesthetic options
Best Applications: Data centers, server rooms, electronics manufacturing, telecommunications facilities
Critical Note: A "must have" for sensitive equipment facilities - the cost of static damage prevention is repaid quickly.

3. Woodcore Raised Floor Premium
For those who appreciate both aesthetics and function, woodcore raised floor provides both all-natural wood results with superior technical capabilities.
✅ Advantages
Premium aesthetics with real wood grain
Excellent acoustic properties
Sustainable material options available
Comfortable underfoot feel
⚠️ Limitations
Premium investment required
Moisture sensitivity requires climate control
Lower fire rating than mineral options
Requires regular maintenance
Best Applications: Executive offices, hotel lobbies, conference centers, high-end retail
Investment Perspective: Premium pricing justified in client-facing areas where aesthetics impact business value.

4. Calcium Sulphate Raised Flooring Heavy-Duty
Calcium Sulfate Raised Flooring is a high performance solution suitable for industrial application with high loading and fire resistance requirement.
✅ Advantages
Exceptional load capacity: 250+ lbs/sq ft
Superior fire resistance (Class A)
Excellent dimensional stability
20+ year service life
⚠️ Limitations
Heavy panels require structural support
Higher installation investment required
Limited panel size options
Dust generation during cutting
Best Applications: Industrial facilities, laboratories, warehouses, heavy equipment areas
Engineering Note: Recommended for applications with equipment loads over 200 lbssq ft. or heavy fire code regulations.

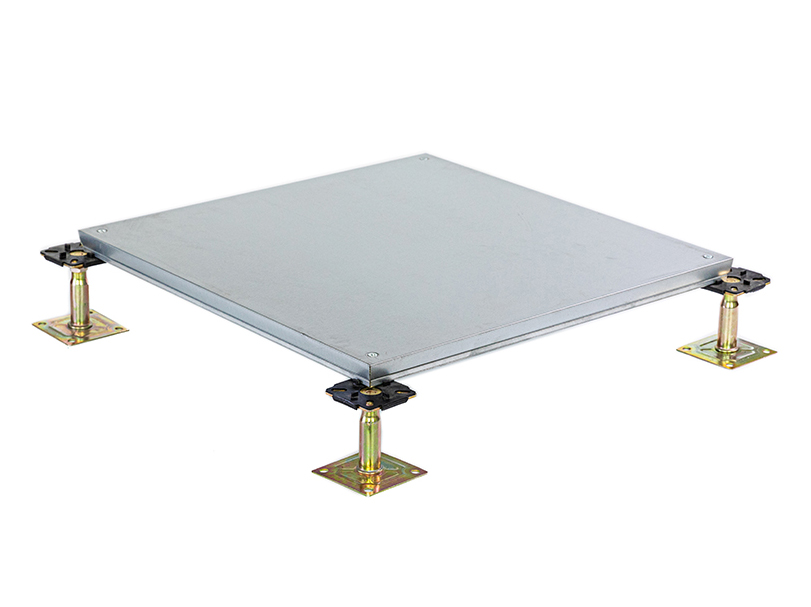
5. Aluminum Raised Floor High-Performance
As the heavy duty solution for even the toughest environments, The Aluminum Raised Floor system offers unsurpassed durability and quality.
✅ Advantages
Lightweight yet strong (40% lighter than steel)
Complete corrosion resistance
30+ year lifespan
Excellent for cleanroom applications
⚠️ Limitations
Premium investment required
High thermal conductivity
Limited color/finish options
Requires specialized installation
Best Applications: Cleanrooms, pharmaceutical facilities, high-tech manufacturing, critical data centers
Total Cost Analysis: Higher initial purchase cost however lowest overall life cost in demanding environments applications.

Performance Comparison & Selection Guide
| Floor Type | Load Capacity | Expected Lifespan | Installation Speed | Best Value For |
|---|---|---|---|---|
| OA Floor | Up to 100 lbs/sq ft | 5-8 years | Fast (500 sq ft/day) | Budget projects |
| Antistatic | Up to 150 lbs/sq ft | 10-15 years | Standard (300-400 sq ft/day) | Electronics facilities |
| Woodcore | Standard commercial | 12-18 years | Standard (250-350 sq ft/day) | Premium aesthetics |
| Calcium Sulphate | 250+ lbs/sq ft | 20+ years | Slower (200-300 sq ft/day) | Heavy-duty applications |
| Aluminum | High capacity | 30+ years | Standard (250-350 sq ft/day) | Critical environments |
Real-World Application Examples
Corporate Office (50,000 sq ft)
Solution: OA Floor + Antistatic zones
Result: Optimized cost-performance balance
Data Center (10,000 sq ft)
Solution: Calcium Sulphate + Aluminum in critical areas
Result: Zero equipment failures in 5 years
Pharmaceutical Plant
Solution: Aluminum raised floor throughout
Result: Met FDA compliance, 99.9% uptime
Luxury Hotel Lobby
Solution: Woodcore raised floor
Result: Enhanced guest experience, easy maintenance access
Frequently Asked Questions
Q: How do I calculate the right load rating for my raised floor?
Consider both static loads (equipment weight) and dynamic loads (rolling loads, people). Add 25% safety margin. For server racks, calculate: rack weight + equipment + factor for future expansion.
Q: Can different raised floor types be mixed in one installation?
Yes, hybrid installations often optimize cost-performance. Use premium floors in critical areas, standard floors in general spaces. Ensure compatible heights and transition strips.
Q: What's the typical installation timeline for each type?
OA floors: 400-500 sq ft/day. Antistatic: 300-400 sq ft/day. Calcium sulphate: 200-300 sq ft/day. Aluminum: 250-350 sq ft/day. Complex layouts reduce productivity 20-30%.
Q: How often should raised floors be inspected or maintained?
Annual inspections recommended. Check pedestals, panel condition, and grounding connections. Antistatic floors need quarterly resistance testing. Budget 0.5-1% of installation cost annually for maintenance.
Picking out your raised floor supplier: What to consider
Choosing a raised floor vendor is an important decision that is crucial for project success. Key evaluation criteria include:
Technical Support: Choose suppliers that offerengineering support and custom solutions.
Quality Approvals: ISO 9001, GREENGUARD, and Other Industry Standards
Project Portfolio: Experience with similar programs and size
Warranty: Minimum 10-year structural warranty, 5-year finish warranty
Local Support: In region to support better service and delivery
Making Your Final Decision
The right raised floor selection balances immediate needs with long-term value. Look at total cost of ownership, not just up-front price. Factor in:
Value of protection of equipment vs cost of a floor
Downtime costs if floor fails
Future expansion or reconfiguration needs
Maintenance and replacement cycles
Ready to design your access floor system? Get in touch with our technical team for a tailored advice according to your needs. With over 15-years of experience and 2,000+ successful raised floor installations, HUATENG offers the best raised floor systems to secure your investment and support your operations for decades to come.
In summary, different types of raised floor have different structures, advantages and disadvantages, and applicable scenarios. When choosing raised floor, comprehensive consideration should be given based on the specific needs of the project. If you need high-quality raised floor types, HUATENG is your most reliable raised floor supplier. HUATENG has rich industry experience and a professional technical team, which can provide customers with high-quality raised floor products and comprehensive after-sales service to meet their needs in different scenarios.


 CopyRight © 2026 - Changzhou Huateng Access Floor Co., LTDAll rights reserved
CopyRight © 2026 - Changzhou Huateng Access Floor Co., LTDAll rights reserved
